Basic Tooling Methods for Product Orientation
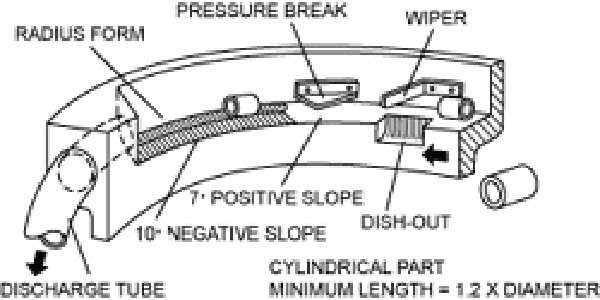
1. Orienting Cylindrical Parts - Length Greater than Diameter
These parts have a natural tendency to feed on their sides. Select a bowl having a 7° positive track. About 90° from the bowl discharge, install a wiper to permit one level of parts to pass under. Dish out the track under the wiper to allow one row to pass. Install a pressure break so that only one part at a time can move around it. Machine a circular groove to fit the part diameter and add a 10° negative slope on the inner edge of the track - parts not in the groove will return to the bowl.
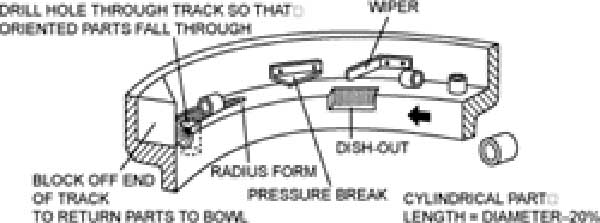
2. Orienting Cylindrical Parts - Length Equal to Diameter
These parts may travel on their side or on their end. Select a bowl having a 7° positive track. Insert a pressure break and a wiper, and machine a dish-out. Machine a circular groove in the last 30° of track and drill a hole through the track. The groove orients parts onto their sides. At the drilled hole, they tip 90° and drop through.
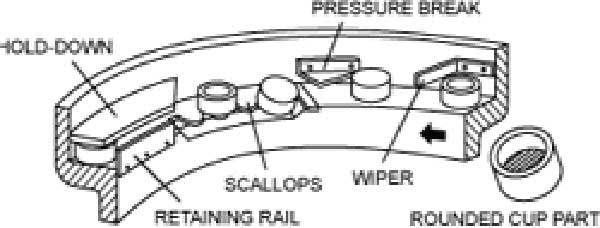
3. Orienting Rounded Cup Parts - Diameter Greater than Length
These parts will feed on end. The bowl should have a 7° positive track. Install a wiper and a pressure break. At 45° from the bowl discharge, install scallops at the same angle as the track. Machine a negative angle beneath the scallops to carry off misoriented parts. Parts with the open end down will fall over the scallops and return to the bowl. Read more at the Bottle Cap Feeding and Sorting Tip
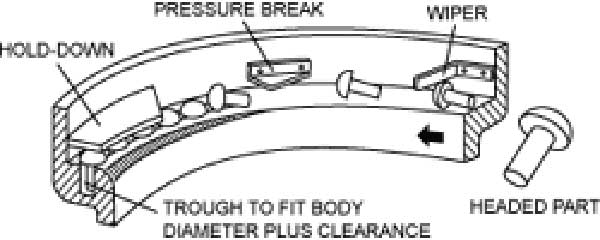
4. Orienting Headed Parts
If the bodies are heavier than the heads, handle these parts the same as cylindrical parts up to the last portion of the track, then suspend them by their heads. Use a bowl with a 7° positive track or a V-form track, leading into a built-in pocket. Install a wiper and a pressure break. Install parallel rails across the pocket with space between the rails slightly greater than the body diameter. Parts not suspended on the rails will return to the bowl. A hold-down keeps the parts oriented.
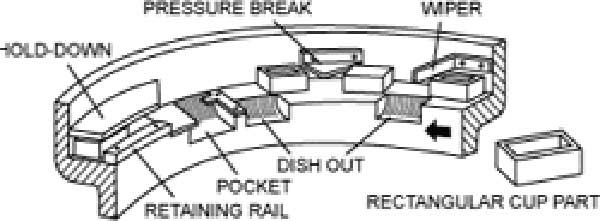
5. Orienting Rectangular Cup Parts
Handle these parts the same as flat ones up to the final portion of the track. Use a bowl with a 7° positive track. Install a wiper, a dish-out, and a pressure break. Machine a pocket through the track and install a metal-tongued insert of proper dimensions to permit the parts to drop over it if their open sides are down. Parts with open sides up will proceed to the bowl discharge.
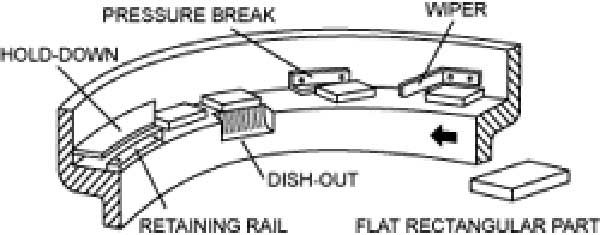
6. Orienting Flat Rectangular Parts
Tool these parts to feed lengthwise. The bowl should have a 7° positive track. Install a wiper and a pressure break. Machine a dish-out to permit one row wide to pass. Install a retaining rail and a hold-down strip just prior to the bowl discharge. If parts are to stand on their sides, install a roll-up section after the dish-out to guide them to a vertical position.
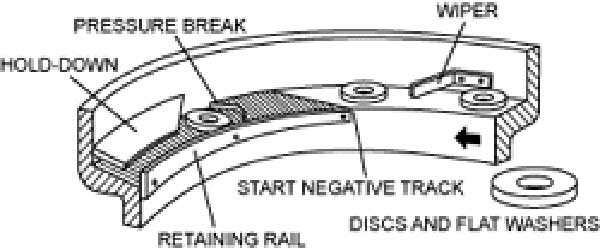
7. Orienting Discs and Flat Washers
These parts feed in a horizontal position. Use a bowl having a negative track. Install a retaining rail projecting less than one part thickness above the track. A single layer of parts will hang on the rail with excess parts falling back into the bowl. Install a hold-down just prior to the bowl discharge.
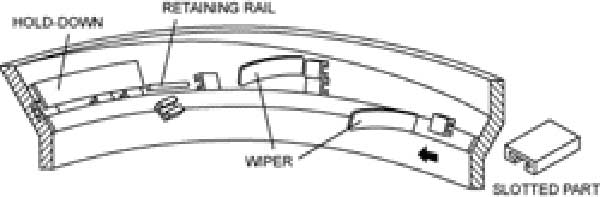
8. Orienting Slotted Parts
A 60° hi-negative track bowl provides the means to spill off
Orienting Part Shapes Resources

Vibratory Feeder Bowls Contact Us