Parts Feeding Tip: Back Pressure Tooling

42 Inch, 10 Track Cast Aluminum Bowl,CB185, with Polyurethane Lining.
Multi-track vibratory bowls usually need to maintain a consistent feed rate across the various tracks. However, variables such as tooling and parts falling onto lower tracks can cause the feed rates of each track to vary. For most parts, the
As a bowl's amplitude is turned up to achieve
Determine whether or not you need tooling to control back pressure.
Block the flow of parts at the exit of the bowl and allow them to back up. If the parts naturally relieve their own back pressure, likely, you will not need to do anything. However, if the backup produced jams or bypassed tooling, then consider the following options.
Several options exist for eliminating the problem:
1. Build pressure
2. Use
3. Mechanically actuated tooling, such as wipers, can be used to clear parts until they are needed.
Sometimes, the characteristics of a part do not permit the use of pressure
Purpose of a "Pressure Break"
Pressure break tooling prevents parts from jamming into each other when the feed rate of the bowl exceeds the rate at which the parts are used. Overlap and disoriented parts may jam tooling. As above, this is often a problem in multi-track bowls.
How Does It Work?
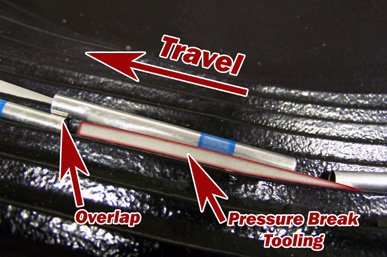
The tooling relieves pressure on the parts by creating sort of 'by-pass'. When the parts would normally jam, the tooling forces the parts off of the track and back into the bowl or onto a lower track. The technique shown below works exceptionally well with cylindrical parts.
In this particular example, once the parts begin to back up, the parts from behind are forced out and over the next part. The track is not wide enough to support two parts. The excess part falls onto one of the successive tracks below, enhancing feed rate.
Notes for Designing the Tooling:
- Make sure the pressure wedge is at least as wide as the outside diameter (O.D.) of the part.
- Start with the upper track and place successive lower track tooling after the previous break. This will prevent falling parts from interfering with oriented parts below.
Additional Photos